

.svg)
Atlanta, November 20, 2024 – Lunawood Ltd and Atlanta Hardwood Corporation are pleased to announce the formation of a joint venture, Lunawood LLC. This new entity will oversee the procurement, production, and sales of ThermoWood® and other thermally modified products across North America.

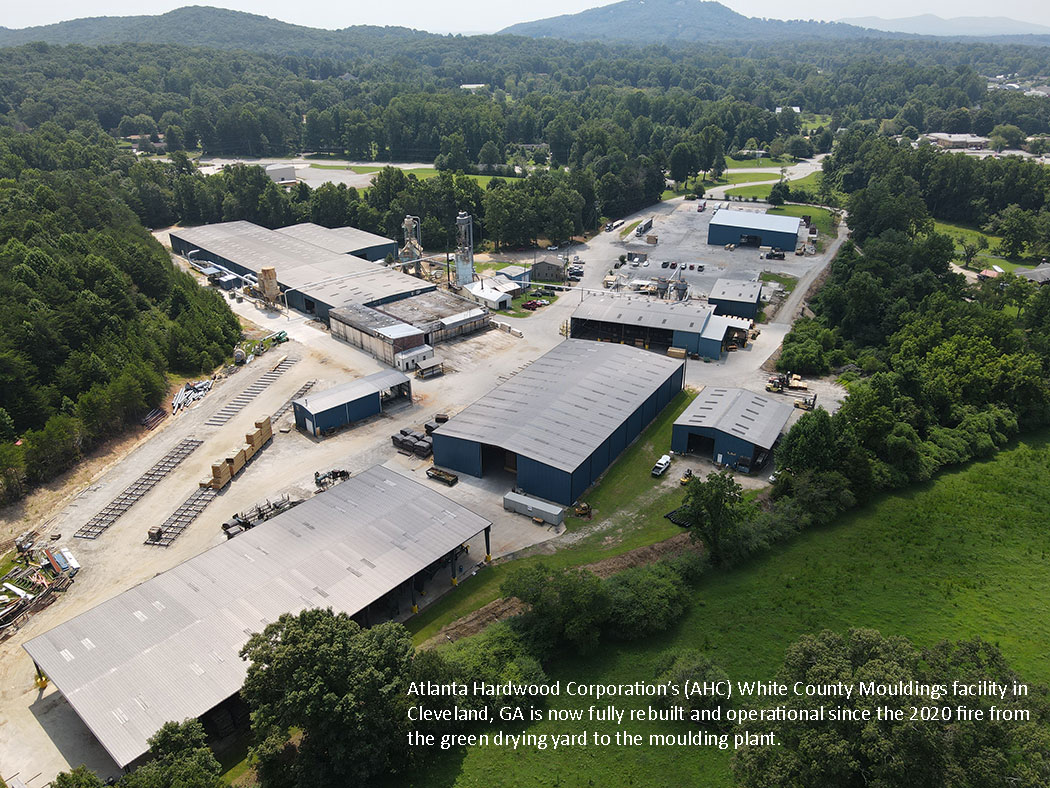
Effective January 1, 2025, all North American Lunawood sales, including products manufactured at Lunawood’s Finnish facilities, will be managed through Lunawood LLC. Under this joint venture, Lunawood LLC will build a production facility at Atlanta Hardwood Corporation’s plant in Cleveland, Georgia. The plant will be dedicated to producing thermally modified timber products from locally sourced hardwood for the North American market, with additional global distribution. Lunawood is the first Finnish company in the mechanical wood industry to establish production in the U.S. Production at the North Georgia facility is expected to begin mid-summer 2025.
Lunawood, a pioneer in thermal modification of Finnish pine and spruce since 2001, was instrumental in developing the patented ThermoWood® process. The joint venture combines Lunawood’s expertise in thermal modification, production, quality control, and commercialization with Atlanta Hardwood’s market knowledge, logistics and profiling facilities. Lunawood LLC will stock the full range of Lunawood products for sale within North America at Atlanta Hardwood’s facilities in Cleveland, GA, and Clarksville, TN.
“Lunawood is known as a growth-driven company exporting already to over 60 countries. Having found a partner that shares our ambitions and is committed to serving the North American market comprehensively, we recognized a joint venture as the ideal solution to leverage both of our core competencies and enable our growth”, says Arto Halonen, CEO of Oy Lunawood Ltd. “We are also happy to be able to serve the Northern American market with shorter delivery times for Lunawood Collection products, thanks to local inventory,” he continues.
According to Hal Mitchell, President of Atlanta Hardwood Corporation, and brand manager for AHC Hardwood Group, “We have partnered with the best producer of the most environmentally friendly building product on the planet. This joint venture will allow Lunawood to become the world’s leader in thermal modification in both North American and Nordic species. We are excited to offer volume production of these quality-tested, sustainable and durable products to the North American market. Scaling the manufacturing of U.S. lumber has been a dream since our first thermal modification kiln was installed 10 years ago. This joint venture allows us to accomplish that goal.”
The growing demand for thermally modified timber in the United States is driven by the increasing demand for sustainable building materials for both indoor and outdoor applications and a strong trend toward green building construction. Demand is especially strong in design applications, including interior architectural accents, exterior cladding, and decking, as architects and builders seek durable, sustainable alternatives to chemically treated wood or exotic hardwoods.
Lunawood Ltd, established in 2000 in Finland, is the pioneer and global leader in sustainable wood innovations that positively impact architecture, well-being and emission reduction worldwide. We re-connect nature with people by bringing the natural benefits of the forest into daily life. We have two production units in Finland and world-wide partner network to serve building professionals.
Atlanta Hardwood Corporation has operated from its base in the metropolitan Atlanta area since the mid-1950s and is doing business as AHC Hardwood Group in Cleveland, Georgia and Clarksville, Tennessee. Atlanta Hardwood Corporation also offers domestic trucking as AHC Logistics, which specializes in the transportation of lumber and building materials. www.hardwoodweb.com
###
Mooney to Focus on Value-Added Products for Secondary Manufacturing
Atlanta (July 8, 2024) — AHC Hardwood Group announced that Mike Mooney has joined the company as Director of National Sales. Mooney will oversee sales operations for the Midwest, Southwest and Western United States. With more than 25 years of experience in the building products industry, Mooney is an expert in market entry, new product introduction and brand development.

Atlanta Hardwood and its affiliated locations operating as AHC Hardwood Group, made a tactical move over the course of the past five years to increase capacity by 300% to meet the growing demand for value-added secondary manufacturing. Mooney is charged with expanding the distribution footprint for AHC Hardwood Group as part of the increased focus on the production and sale of these products.
Previously, sales in the United States were heavily focused throughout the Southeast and along the East Coast. With Mooney’s leadership, AHC Hardwood Group will be increasing market presence in areas where there has formerly been limited exposure. Having successfully driven growth and innovation in past roles, Mooney’s strategic vision and expertise in developing markets for value-added products aligns seamlessly with AHC Hardwood Group’s mission and values.
In recent years, AHC Hardwood Group changed business models from a lumber yard-focused product group to the manufacture of customized and specialty products. As the largest manufacturer and distributor of cypress siding in the United States, the company has expanded its offering of specialty products to include thermally modified exterior siding and decking, cabinet and furniture components, shiplap and nickel-gap siding, window and door parts, solid-plank flooring, and more than 1,000 moulding profiles. Mooney will be leveraging his industry knowledge and customer relationships to deliver a new message for the group that pivots from lumber yard sales and focuses on value-added products.
Atlanta Hardwood, along with AHC Hardwood Group, has grown significantly over the course of 72 years, transforming from a single drying yard to a world-class manufacturer. According to AHC Hardwood Group president, Hal Mitchell, “The ability to adapt and innovate has been key to our success, and with Mike’s leadership, we are confident in our continued growth and market expansion.”
As AHC continues to evolve within a dynamic industry, Mooney’s focus will be on expanding the market for value-added products, which are produced in state-of-the-art manufacturing facilities in Clarksville, Tennessee, and Cleveland, Georgia. These facilities are renowned for their advanced technology and commitment to quality, providing exceptional and customized products to customers. The Clarksville facility has produced 72 jobs for local residents, while the Cleveland facility provides jobs for 66 residents of White County, Georgia.
###
Atlanta (December 8, 2023) – Atlanta Hardwood Corporation has announced the sale of Crystal Spring Hardwoods, LLC to Eby Sawmill based in Clearville, Pennsylvania.
The long-term tenure and excellent workforce in place at Crystal Spring were very important to Eby. All employees will retain their jobs and continue to produce high-quality Appalachian hardwoods. The deal is slated to close in January 2024. This transaction offers growth opportunities for both parties.
Atlanta Hardwood Corporation, which goes to market as AHC Hardwood Group, specializes in providing premium domestic and exotic hardwoods to customers throughout the U.S. and around the world. Strategically, AHC Hardwood Group has focused on value-added manufacturing. According to Atlanta Hardwood Corporation CEO, Jim Howard, “Eby Sawmill has been a long-term valued supplier to our drying yard in Pennsylvania and AHC Hardwood Group will continue to buy lumber from their production.” Howard added, “Our ability to change and adapt to meet the needs of our customers and the evolving landscape of our industry has allowed us to grow from a single drying yard to a world-class, value-added manufacturer.”
Atlanta Hardwood Corporation has been producing premium Appalachian hardwoods since 1952. Over the past two decades, the company has diversified from kiln drying yards to value-added manufacturing, offering a diverse mix of hardwood lumber and finished products, including more than 1000 moulding profiles, VikingWood® thermally modified hardwoods, and imported Lunawood siding and decking. For more information about AHC Hardwood Group, visit hardwoodweb.com.
###
Mableton, GA–Atlanta Hardwood Corporation (AHC) is headquartered here, just outside of Atlanta. Founded in 1952 as Howard Lumber & Kilns by James W. Howard, Sr., the company has evolved over the years, by introducing industry-leading technology and production techniques to address the needs of the ever-changing manufacturing and construction markets.

With decades of success in the hardwood forest products industry, AHC has recently entered the Softwood side of the industry, bringing with them a thriving niche market. The company inventories approximately 16 million board feet. Three million of which, President Hal Mitchell said, is Softwoods including Yellow Pine and White Pine. “Historically, we have always processed hardwoods,” he explained. “Many of our hardwood sawmill partners are now manufacturing Softwoods which has provided us an opportunity to kiln-dry Pine and process it through our moulding plants into boards or profiled mouldings to service millwork distributors in new market sectors.”

He continued, “We saw an opportunity to develop custom millwork as an available resource. When we noticed our sawmill base was basically being forced to cut a percentage of Softwoods, we recognized there was an opportunity for us to develop manufacturing procedures to get the Softwoods processed and dried correctly. The result of which would provide a new market in the residential sector. For us it was a real opportunity because few companies can offer these products on a commercial scale.”
Explaining the process, Mitchell offered, “Starting with green lumber, we can dry and remanufacture boards into pattern stock from virtually any species including several Softwoods: White Pine, Southern Yellow Pine, Aromatic Cedar, and Cypress, along with our traditional hardwood product lines. We are handling strictly those four species in Softwoods. We can process the upper grades as well as No. 2 common, and we dry it a little bit differently. Most large Yellow Pine mills will dry for construction moisture content. By utilizing our hardwood kilns, we can fully set the sap and produce a finished product that is excellent for interior use with an 8 to 10 percent moisture content. That is our new niche in the market, and it’s a different approach to the Softwood markets.”

With 175 sawmill partners overall, Mitchell said about 20 of these are Softwood supplier sawmills. “For us, it was a way to help our sawmills merchandise their production. They were often new to cutting Yellow and White Pine, so it was a way for us to help in supply chain management. Most of the Softwood that we are processing is being machined into paneling products, mouldings, and trim. They can now merchandise the higher grades to us for the millwork industry and can continue to sell their low grades to their treaters or construction-based manufacturing” he explained.

With AHC’s tripling of their production capacity with the addition of a new millwork facility in Clarksville, TN and upgrades at the Cleveland, GA plant, AHC is actively seeking partnerships for value-added markets. Mitchell explained, “We’re making ourselves available and seeking supply partners that have boots on the ground and active sales forces in the wholesale distribution industry that can go out and market these products. We are looking for long-term partnerships with stocking distributors that can take these products to market.”
As for the new millwork facility in Clarksville, Mitchell said, “We purchased the Clarksville, TN facility which was previously the Averitt Lumber Company in 2008. Initially, we ran the plant as a hardwood concentration yard catering to the export market, supplying poplar, red and white oak, and ash. Over the years, our vision has evolved toward more value-added markets. Further vertical integration helps us control the supply chain and quality from green lumber all the way through to the finished products.”
Today, AHC purchases 65 percent green lumber and 35 percent kiln-dried lumber, including some import species. Mitchell noted the success of AHC’s White County Moulding facility provided the groundwork that led to the value-added expansion at Clarksville. “We had a massive fire in October of 2020 at our moulding plant in Cleveland, GA. We had just begun installation on the new moulding facility in Clarksville, TN, with a five-year anticipated build out. We were able to fast track the TN facility while rebuilding our GA plant to have both facilities become fully operational within a year. We designed the plants to process both random width and dimensional lumber for both Softwood and hardwoods. Our moulders are unique in that they are high-speed, 8-head machines. We can efficiently process the Softwood products and dimensional hardwood products through our equipment. We also installed WoodEye scanners and Eagle rip and chop systems so that we can scan for defects, optimize yields, and provide cut-to-length component parts for large scale production.”
According to Mitchell, “Today our north Georgia facility has a smaller footprint, but has successfully incorporated a lean manufacturing culture. The equipment is more automated which allows us to reduce our labor and increase volume. It was a win so we duplicated the process at our plant in Clarksville. Historically, we produced architectural mouldings and S4S profiles. With the new WoodEye scanning defect lines, we can supply finished component parts in blank or moulding form. Whether we are chopping the blanks to precision length prior to moulding or after moulding, we have the capability to do both functions at any of our reman facilities.

“Our mission,” Mitchell stated, “is to become a world-class, value-added manufacturer of lumber and mouldings. We are developing a LEAN culture and servant leadership where our management group supports our employees to become more actively engaged, giving them ownership in their daily production. Whether the plant is winning or losing on a particular day, we want everyone to understand that we are part of a team, working toward the same goals. Our focus is controlling the process from the green mill all the way through to the stocking distributor level. Our regional distributors have the sales teams and logistics tools to service local customers. We supply them with both a competitive cost and production efficiency savings for an array of value-added wood products or kiln-dried lumber to service their customer base.”
Repeat business has driven AHC’s long-term success. Mitchell said, “Our investments are driven by our customers’ requests to help resolve some of their labor and supply challenges. We’re striving to meet their needs. We can often optimize the raw material and provide a natural, lower-cost solution for them than as compared to what they could produce in-house. We serve millwork manufacturers, OEMs, and two-step distributors that sell to retail outlets. We focus on our customers’ needs to supply them with value-added alternatives to help solve their production and personnel constraints.”
At White County Mouldings, Mitchell said the operation leans heavily to high grade lumber from a secondary manufacturing standpoint. “Everything that goes through the production plant is typically No. 1 common and better, 4/4 through 8/4 thicknesses,” he explained.
Mitchell continued, “Our hardwood domestic species mix is heavy poplar, red oak, hard and soft maple, ash, cherry, and walnut. We are direct importers of a variety of exotic and tropical species, such as red grandis and sapele. Whatever fits our customers’ needs, we can leverage our supply partners to provide consistent program-style business. We’re collaborative partners with our vendors and our customers, and rely heavily on feedback from both. Our objective is to help them manage their businesses more effectively.”
On the logistics side, Mitchell said, “We have repositioned and added some additional trucks at our Clarksville, TN and Cleveland, GA facilities. We’ve always shipped volume lumber and now our fleet has been expanded to ship value-added products. AHC has been able to maintain our lumber supply channels while increasing our volume mix in value-added products.” With 16 company-owned trucks, AHC Logistics is the right arm of the AHC operation. Mitchell explained, “Since we operate our own fleet, we can mix products on a single truck to include units of rough or surfaced and ripped lumber in domestic or imports, ripped blanks, all the way down to moulding and millwork products, like S4S and paneling, and consolidate shipments to send to a stocking distributor. This allows our customers to control purchasing for better management of their inventory and turns.

“We run our own fleet within a 1,000-mile radius of our manufacturing plants in the southeast and we ship to other locations through either use of a common carrier, containers, or box van – whatever works best for the customer. We have loading facilities at all our plants that can handle anything from flat beds to hot shot trailers and LTLs, all the way through the box van and van loading to containers.” Typical turnaround time for delivery of dimension products is two to three weeks. AHC takes extensive measures to protect its products, including curtain-side trailers, cardboard covers, stretch wrapping, airbags, and runners or skids.
Special requests are common for AHC, which Mitchell said they are prepared to accommodate. “All of our facilities have multiple 12-inch moulders to meet customer demands. Our automated scanning equipment has 12-inch chop lines in place to help facilitate the S4S and specialty programs with 1/16-inch length tolerances. We have defect saws that are capable of chopping 6x12s or 8x8s for more industrial-type applications through the system. We also do all tooling in-house from CAD drawings to knife making.”

Serving the furniture and cabinet industries for years, AHC is now also doing business on the industrial side. Mitchell added, “We still have a diverse product offering in dimensional components, from small component parts to large industrial sizes. We manufacture hobby board programs that are from ¼ inch by 1-½ inch, all the way up to a large 2-inch by 11-¼ inch S4S program.”

Celebrating its 70th anniversary this year, AHC began as a lumber brokerage business. The elder Mr. Howard, father of the current chief executive officer, Jim Howard, grew his business by selling to furniture manufacturers in eastern Tennessee and western North Carolina. In the mid-1950s, the company was moved to Atlanta and began processing Appalachian hardwoods in leased kilns. By 1960, a plant was built in Mableton, GA. In 1966, a second plant in Huntersville, NC was opened to service the furniture industry in the Carolinas.
Under the leadership of the younger Howard, the company has grown to include three drying yards operating as AHC Hardwood Group. Also operating under the AHC brand are the AHC White County Mouldings plant in north Georgia, AHC Import Lumber, importing African and South American hardwoods, AHC Export Lumber, which sells Appalachian hardwoods around the world, and AHC Logistics, the trucking division of the company.
As a multi-generational company with a long-term vested interest in sustainable forestry, AHC Hardwood Group is committed to renewable wood resources and responsible forest stewardship. AHC is a member of the North American Wholesale Lumberman’s Association, National Hardwood Lumber Association, the Hardwood Manufacturers Association, the Southern Cypress Manufacturers Association, the Indiana Hardwood Lumbermen’s Association, and the Kentucky Forest Industries Association. For more information, visit www.hardwoodweb.com.
Mableton, Georgia – Atlanta Hardwood Corporation (AHC) is headquartered just outside of Atlanta, in Mableton, Georgia. Founded in 1952 as Howard Lumber & Kilns by James W. Howard, Sr., the company has grown and evolved over the years, by introducing industry-leading technology and production techniques to address the needs of the ever-changing manufacturing and construction markets.
As a lumber broker in the early days, the elder Mr. Howard, father of the current chief executive officer, Jim Howard, grew his business by selling to furniture manufacturers in eastern Tennessee and western North Carolina. In the mid-1950s, the company was moved to Atlanta and began processing Appalachian hardwoods in leased kilns. By 1960, a plant was built in Mableton, Georgia. In 1966, a second plant in Huntersville, North Carolina was opened to service the furniture industry in the Carolinas.
Under the leadership of the younger Howard, the company has grown to include three drying yards operating as AHC Hardwood Group. Also operating under the AHC brand are the AHC White County Mouldings plant in north Georgia, AHC Import Lumber, importing African and South American hardwoods, AHC Export Lumber, which sells Appalachian hardwoods around the world, and AHC Logistics, the trucking division of the company.

According to company president Hal Mitchell, “We purchased the Clarksville, Tennessee facility from Averitt Lumber Company in 2008. Initially, we ran the plant as a concentration yard catering to the export market, supplying poplar, red oak, white oak, and ash. Over the years, our vision has evolved toward more value-added markets. Further vertical integration helps us control the supply chain from the green mill all the way through to the finished products.”

Today, AHC purchases 60% green lumber and 40% kiln-dried lumber. Mitchell noted the success of AHC’s White County Moulding facility provided the groundwork that led to the value-added expansion at Clarksville, Tennessee, “We focused on the idea of becoming a world-class, value-added manufacturer. We manage the supply chain through our relationships with our green sawmills, all the way to the finished products for our stocking distributors throughout North America.”
AHC recognizes the labor challenges that the hardwood lumber industry faces. “We cater to our millwork customers with large-volume runs so our customers can focus on the higher margin custom runs in-house. While we efficiently manufacture large-volume runs to save them labor and yield,” Mitchell said. “We utilize the entire board from the green supplier all the way to the finished product, so it gives us a lot of purchasing power from the supply chain throughout the system. We could start with No. 2 Common and Better lumber, control the drying process, and produce a high-quality dimension finished product to meet the customer’s needs in terms of grade and length specifications. We can also sell low-grade or high-grade KD lumber depending on the product mix and market,” Mitchell explained.
Regarding AHC’s focus on the value-added evolution, Mitchell offered, “For us, it’s a progression from lumber to value-added lumber, a much higher, detailed-type of finished product our customers can utilize in mouldings, S4S, cut-to-length, furniture component and cabinet parts. With the state-of-the-art technology that we have implemented in our facilities, we can provide flexibility to our customers with a diverse and consistent supply of products.”

AHC has faced many challenges throughout the years and continues to thrive by approaching a constantly changing market with innovative solutions. After their operation in Cleveland, Georgia was destroyed by fire in October 2020, the company was operating again within six months.
According to Mitchell, “Today there’s a smaller footprint at the north Georgia facility with a leaner manufacturing mentality now. The equipment is more automated, which allows us to reduce our labor and still produce comparable volume. It was a win, so we duplicated the process at our plant in Clarksville, Tennessee. Historically, we produced architectural mouldings and S4S profiles. With the new WoodEye scanning defect lines, we can supply finished component parts in blank or moulding form. Whether we are chopping the blanks to precision length prior to moulding or after moulding, we have the capability to do both functions at any of our reman facilities.”

With up to 175 sawmill partnerships, AHC maintains about 16 million board-feet of inventory in and out of their locations at any given time. Mitchell noted, “Our manufacturing plants are 50/50 value-added components and kiln-dried lumber.”
“Our mission,” Mitchell stated, “is to become a world-class manufacturer of finished dimension products. We are developing a culture of servant leadership where our management group supports our employees to get more engaged and give them ownership in their daily production. Whether the plant is winning or losing on a particular day, we want everyone to understand that we are part of a team, working toward the same goals. So we’re changing the culture of our company and engaging our employees all the way through the lean manufacturing processes.”

Mitchell continued, “Our focus is controlling the process from the green mill all the way through to the stocking distributor level. Our distributors have the sales teams and logistics tools to really service local customers. We supply them with both cost and production efficiency savings for an array of value-added products or rough lumber to service their customer base.”
Repeat business has driven AHC’s long-term success. Mitchell said, “Our investments are driven by our customers’ requests to help resolve some of their labor and supply challenges.” Mitchell continued, “They may require rough blanks or color-sorted finished products to help implement a simpler manufacturing process. We’re striving to meet their needs. We can often optimize the lumber raw material and provide a natural, lower cost solution for them than what they could produce in-house. We serve a lot of millwork manufacturers, OEM’s and two-step distributors that sell to retail outlets. We focus on our customer needs to supply them with value-added alternatives to help solve the production and personnel constraints. If they are struggling with labor issues, we try to provide them with solutions and a better return for their business.”
At White County Mouldings, Mitchell said the operation leans heavily to FAS lumber from a secondary manufacturing standpoint. “Everything that goes through the production plants is typically No. 1 Common and Better, 4/4 through 8/4 thicknesses,” he explained. Mitchell continued, “Our species mix is heavy poplar, red oak, cypress, hard and soft maple, cherry, and walnut. We also process a variety of import species, such as red grandis and sapele. We can provide any of those products in rough lumber form or a finished dimension product. We can also provide stock for a myriad of end-use applications. Whatever fits our customers’ needs, we can build into program-style business. We partner with our vendors and our customers and rely heavily on feedback from both. Our objective is to help them run their businesses more effectively.”
With 16 company-owned trucks, AHC Logistics is the right arm of the AHC operation. Mitchell explained. “Since we operate our own fleet, we can get a pack of finished surface- ripped lumber from our import company all the way down to moulding and millwork products, like S4S and paneling, and consolidate shipments to send to a stocking distributor.
“We run our own fleet within a 1,000-mile radius of our manufacturing plants in the Southeast and we ship other locations through either use of a common carrier, containers, or box van — whatever works best for the customer. We have loading facilities at all our plants that can handle anything from flat beds to hot shot trailers and LTLs, all the way through the box van and van loading to containers.” Typical turnaround time for delivery of dimension products is two to three weeks.
AHC takes extensive measures to protect their products, including curtainside trailers and tarping. “We want to ensure that the finished product is protected until it is delivered to our customer,” Mitchell said. “We stretch and shrink wrap the individual units just to protect them from dust and damage that can occur in warehouses. Runners are provided built in to the wrapping station, which is an automated system to make sure the product is 100% usable for our client.”
Special requests and circumstances are common for AHC, which Mitchell said they are prepared to accommodate, “All of our facilities have multiple 12-inch moulders to meet customer demands. Our automated scanning equipment has 12-inch chop lines in place to help facilitate the S4S and specialty programs with 1/16-inch length tolerances. We have defect saws that are capable of chopping 6-by-12s or 8-by-8s for more industrial-type applications through the system.” Mitchell added, “We have a diverse product offering in dimensional components, from small component parts to large industrial sizes. We manufacture hobby board programs that are from ¼ inch by 1-½ inch, all the way up to a large ¾ inch by 11-¼ inch S4S program.”


As a multi-generational company with a long-term vested interest in sustainable forestry, AHC Hardwood Group is committed to renewable wood resources and responsible forest stewardship. Mitchell stated, “We are blessed to live in a country that has an abundance of the world’s most renewable natural resource in hardwood lumber and it is our responsibility to practice stewardship for the betterment of our industry and for future generations. By investing in state-of-the-art manufacturing equipment, AHC is able to utilize these raw materials in the most efficient and effective way from green lumber to mouldings.”
AHC is a member of the National Hardwood Lumber Association, the Hardwood Manfacturer’s Association, the Southern Cypress Manufacturer’s Association, the Indiana Hardwood Lumbermen’s Association and the Kentucky Forest Industries Association (KFIA).
For more information, visit www.hardwoodweb.com.
Vaxjo, Sweden — Stockholm and its suburbs are filled with construction cranes these days, reflecting a growing population combined with a housing shortage. But few of its developments are as extensive as Hagastaden, just to the north of central Stockholm where it meets the neighboring municipality of Solna.
Here, it looks as if an entirely new city is being built.
The 237-acre, or 96-hectare, development is a collection of housing, offices, institutions and public space projects conceived as a model of livability and sustainability, part of the Stockholm “Vision 2030” plan.
One section in particular is notable: two city blocks where a concrete foundation has been laid above a tangle of tunnels that funnel rail and road traffic to the north. It is an impressive feat of engineering, but the real significance is what is now rising from it, one of the largest apartment complexes built from timber in the world.

Cederhusen (or Cedar House) is the latest example of a growing practice of building big with what’s known as C.L.T., or cross-laminated timber.
It is a showcase for the industry of how far the technology has come.
Concrete is necessary for the foundation, but after that it is all wood, up to 13 stories at its highest point. The first block of two Cedar Houses is nearly complete and a second block is scheduled to start construction soon.
The tunnels below the development can only support so much weight. But because timber is about a fifth as heavy as concrete, the structure above the tunnels could be higher.
Using timber also has environmental benefits, the industry says.
“This is tech that we already have that can be used today, and it is a fast track to lowered emissions,” said Mathias Fridholm, the director of Svenskt Tra (“Swedish Wood”), an industry organization that promotes timber and wooden products. “But it’s not only the climate,’’ he added. ‘‘The whole building sector needs to be modernized and a good way of doing that is through a higher degree of industrialization.
“Wood is in many ways an excellent material for building in dense cities, because we can prefabricate all the elements in factories, instead of on-site.”
Mr. Fridholm said that prefabrication would speed construction and reduce disruptions such as constant truck traffic at the building site and road closures.
Because timber is lighter than concrete, floors can be added to existing buildings if there is a need for expansion, he said.
Timber accounts for roughly 20 percent of new multistory buildings in Sweden, but that figure is on the rise. That is happening in part because of companies like Folkhem, the real estate developer behind Cederhusen, which decided in 2012 to build exclusively in wood. The company is hoping projects like this, and around a dozen others in its portfolio, will help to tip the scales.
“This project is going to be really important because it’s a whole two blocks in inner Stockholm where you can choose to buy an apartment made out of timber,’’ said Anna Ervast Oberg, a project manager at Folkhem. ‘‘So it’s going to be a symbol of the possibilities and the techniques and industrial capability that we have.”
Over a plate of cinnamon buns in the small construction site offices at the Cederhusen site, Ms. Oberg said that just changing the structure of a building to wood from concrete would result in an immediate 50 percent reduction in emissions. She said that if you looked at the carbon emissions over the lifetime of a typical concrete building, roughly 70 percent would be just from the roughly two years that it is under construction.
“And then of course we can optimize the building further,” Ms. Oberg said. “We have other aspects like shorter construction time, less transport. Those make the numbers even better.’’
She added: ‘‘What we have to do now is to stop the emissions, very fast. This gives us a hint of where we should be focusing, where we can make the biggest difference.”
C.L.T.’s list of benefits is long. It is exceptionally strong and light. It is also breathable, meaning it holds heat but doesn’t need plastic layers to manage moisture, as concrete does. Concrete also requires sand, a finite resource that increasingly requires damaging procedures like drudging up the seabed, while managed forests can be replanted. As a bonus, a city built out of wood becomes an urban carbon storage facility.
Before 1995, this sort of thing wasn’t even allowed in Sweden, the result of rules established many years ago after fires ravaged primarily wooden cities across Europe. But adoption of European Union rules meant an end to the former two-story building limit.
The technology has been steadily developing since then, to the point that those in the industry say fire risk is on par with other materials. Recognizing that, building regulations are now function-based rather than material-based, which is to say that as long as developers can prove the building withstands critical threats, like fire, it doesn’t matter what it is made of.
As for height, the sky is theoretically the limit, according to Folkhem executives. But, they add, because timber is lighter, it needs added stabilization as it climbs. Above floors in the mid-teens buildings need added ballast, often in the form of concrete slabs.
As the technology progresses, that may change. The current record holder is an 18-story wooden building in Brumunddal, Norway. For scale, the building is just a little shorter than the Statue of Liberty.
All this works especially well in a place like Sweden which has well-managed forests, and plenty of them. Seventy percent of Sweden’s land is forest, double what it was 50 years ago.
One of the biggest apartment complex developments so far in Sweden, according to Folkhem, used around 211,000 cubic feet, or 5,975 cubic meters, of wood for the construction. That wood, the company said, was estimated to take around 20 minutes for the Swedish forests to regrow.
Building single family homes out of timber is, of course, nothing new. The majority of homes in Sweden are wooden, as in many places around the world. What is new is the push to build larger buildings, office structures or apartment blocks as well as infrastructure like bridges, using timber frames instead of concrete or steel. But although timber use is on the rise, concrete still dominates in the construction industry.
Tomas Nord, a senior lecturer at Linkoping University in Sweden, has spent years studying the timber industry. “It should be obvious that it’s superior to concrete,’’ he said of wood. ‘‘It’s efficient and fast. You can build exactly what the customer wants in the factory. It’s a renewable material. It’s strong, durable and light.”
Mr. Nord added: ‘‘The challenge is down to the industry structure, the value chains that we have built up over years. In any mature industry, you have an idea about how you have to operate to be profitable. Then if you say we have to change, there’s going to be resistance to that.”
Those in the timber industry say that they are optimistic. “We’ve gone from zero to 20 percent market share since 1994,’’ said Mr. Fridholm of Swedish Wood. ‘‘And it won’t take long to get to 30 percent.”
“The building industry is quite medieval,” Ms. Oberg said with a laugh. “But in the last few years it’s come to a tipping point. We see a lot of [timber] projects being built in Sweden. Other countries are doing the same.
‘‘It’s down to the climate change becoming so obvious,’’ she said. ‘‘But it also has been years lobbying, talking to politicians, working with their rules and regulations, building up competence among engineers and so on. And now we have a complete foundation, and we have reference projects, that show that it’s possible.”
Those projects range from simple seven-story apartment buildings to more striking examples. One company has plans to build timber windmills as tall as 500 feet, or 150 meters. A test version, standing at about 100 feet, was erected in 2020, and commercial production is expected to begin next year. The northern Swedish city of Skelleftea, another timber pioneer, has had an air traffic control tower built from wood since 2004.
The development isn’t happening only in Sweden, of course. New projects are going up around the world. Norway, in particular, has had a huge increase in wooden buildings.
The construction company Veidekke, based in Oslo, recently built two identical structures in Trondheim, Norway, one in timber and one in concrete. “What happened was they could make three more stories on the timber house and still save two million kroner [about $230,000] on the foundation work because it was easier to make,” Ms. Oberg said. “They also looked at the health of the construction workers and saw that the hours people were sick was much less in the timber project. Injuries were less, and construction time was shorter.”
The small city of Vaxjo, population 94,000, sits in the middle of the timberlands of Smaland Province, in southern Sweden. Among municipalities in Sweden, many see Vaxjo as the leader in timber construction, as wooden buildings have been at the center of the city’s strategy since the 1990s. The city government reached its target for at least 50 percent of all new buildings to be timber-framed as of last year, and the municipality says it is now working on new and more ambitious plans for building with wood.
When I visited Vaxjo last summer, Catharina Winberg offered to show me around the city. At the time Ms. Winberg was a local politician and chairwoman of the Vaxjo Kommun Foretag, which oversees much of the building as well as energy production in the city. (Earlier this year she left her position to to return to the private sector.)
What I saw was impressive. Whole sections of land outside of the city center have been designated as timber-only development areas. Around town were dozens of construction sites for timber apartment buildings, schools and more, many of them using energy-saving measures, in varying states of completion.
“We really believe in wood as a material — it’s circular, it’s renewable, and it’s healthy,’’ Ms. Winberg said. “And we have the resources close by, so we might as well take advantage of that.”
She added: “We started to work with this very early, and that has generated a lot of interest. People want to learn about our strategy and see what we’ve done. So we think it’s very important how we carry this on because there’s so many looking to us now.”
The latest flagship project in Vaxjo, now in the final stages of completion, is a glass-panelled timber structure at the center of town that houses the new main train station, City Hall and a small shopping center, with a hotel scheduled to be erected.
“I think people today are longing for things that are genuine,’’ Ms. Winberg said. ‘‘And this is a very genuine place to live, with genuine buildings. They’re made of the forest that we have around us.
‘‘We have a housing shortage in this country, but if we didn’t, you could just choose,’’ she said. ‘‘Do you want a concrete building or a wooden building. What do you choose? That’s quite easy I think. But we’re not quite there yet.”
The industry is getting closer as a new law in Sweden will require a comprehensive climate declaration for every new building starting in 2022. The calculation comprises the total impact from start to finish of construction, including materials and transportation. The thinking is that once everything is taken into account in a systematic way, the benefits of timber should become even more apparent.
And recent developments in the world may help the Swedish timber industry’s goals.
“One thing that I think people will start thinking more about now is you cannot take globalization for granted,” said Mr. Fridholm of the forest industry group.
“Today from Swedish sawmills, 70 percent is exported to other countries,’’ he said. ‘‘In the foreseeable future people will start thinking about what resources we have in Sweden that we maybe should use better than we do now. And the eyes will fall on the forest. What is the best way of utilizing that? We can build with wood and store the carbon there. We can support ourselves with that.”
Leigh, Gabriel. “Wooden Buildings Reach for the Sky.” The New York Times, 30 July 2021, https://www.nytimes.com/2021/07/30/todaysinyt/wooden-buildings-reach-for-the-sky-in-vaxjo-sweden.html?smid=url-share. Accessed 2 August 2021.
Clarksville, Tennessee (July 27, 2020) — AHC Clarksville, a division of AHC Hardwood group, has completed an expansion with the addition of remanufacturing capabilities at the Clarksville, Tennessee location. In the first month of operation, the plant processed more than 120,000 board-feet of moulding and other hardwood products.

The expansion adds 25% to the overall capacity of AHC Hardwood Group while also adding premium options of precision cut-to-length and defecting capabilities. Based on current orders, AHC Clarksville expects to double its sales by this time next year, which is also increasing available jobs in the area.
AHC Clarksville expects to produce more than 175,000 board-feet of hardwood products in the next 30 days and has the capacity to triple its first-month production. The Clarksville expansion includes a Kentwood model M609X moulder, a Kentwood model M812HS 220 moulder, a Baker model ABX band resaw, Diehl SLR model SL-52, Newman model S-382 planer, a Mereen Johnson Model DC-424 gang rip saw and Weinig model 450Xl optimizing cross-cut saw. The capabilities offered with the Weinig saw are available in fewer than 10% of facilities in the industry.


“This new equipment gives us expanded capabilities,” says Hal Mitchell, president of AHC Hardwood Group. Mitchell continues, “Our expertise in the industry is lumber and millwork. For decades, we’ve offered a diverse mix of hardwood lumber and finished products. Now we can offer even more. The new Weinig saw is unique. We can run up to 8” x 8” or 4” x 16”. It will remove defects to optimize clear parts to the exact dimensions our customers need.”
Although the expansion took place under the shadow of COVID-19, sales and production are increasing ahead of schedule. While moving forward with an expansion during these times may seem unusual, Mitchell notes, “It’s often during the most difficult times that there is the greatest opportunity to redefine yourself. That’s what we are doing.”
According to Jim Howard, CEO, AHC Hardwood Group, “The Clarksville expansion is an investment in the future and a commitment to the changing landscape of the hardwood industry. We’ve seen a move away from commodity lumber and a growing demand for value-added secondary manufacturing. This reflects a long-term shift for us and the commitment we have to meeting the needs of our customers.”
AHC Hardwood Group specializes in premium hardwoods, offering more than 50 species of domestic and imported hardwoods. According to Mitchell, “By controlling the raw material from green lumber through the supply chain to finished millwork, we can connect our customers to the world’s most renewable resource.” For more information about AHC Hardwood Group, visit hardwoodweb.com.
###
Iconic architect Frank Lloyd Wright described wood as “universally beautiful to man. It is the most humanly intimate of all materials.” Biophilic design brings the symbiotic relationship human beings have with trees into the interior spaces of where we live, bringing with it documented benefits to health and well-being.
In this informative talk, Criswell explains with data how the use of American hardwoods in building and design is good for the environment and actually part of a being a good steward of the natural resource of trees.
Criswell Davis, President of Mighty Oaks Consulting in Louisville, Kentucky, is an internationally recognized American hardwood expert, speaker and hardwood specification consultant. He advises some of the largest architecture and design firms in the world, inspiring the use of sustainable American hardwoods in design. He has been in the American hardwood industry for over 31 years, representing the American Hardwood Export Council internationally. A founding Director of the Timber and Forestry Foundation, Criswell is a passionate brand ambassador for the American hardwood industry. He believes that designing with American hardwoods will improve our personal health and the health of the planet.
This talk was given at a TEDx event using the TED conference format but independently organized by a local community. Learn more at https://www.ted.com/tedx
A new residence hall graces the campus of ‘Iolani School in Honolulu, Hawaii as part of a larger, multi-year expansion project for the culturally diverse, co-educational preparatory school that serves more than 2,000 students. Thermally modified ash, a natural, green, chemical-free thermally modified wood, manufactured by AHC Hardwood Group, based in Atlanta, Georgia, can be seen accenting the exterior of the five-story structure.
The residence hall was designed by G70 (formerly Group 70 International, Inc.) a Honolulu-based award-winning architecture, civil engineering, interior design, planning and environmental firm. According to Lance Hirai, AIA, G70 project architect, “Responding to the surrounding context, the architecture honors the original housing and style that occupied the site, but with a contemporary expression.”
HK Consultants, LLC of Aiea, Hawaii, suggested the cost-effective, sustainable, high-performance exotic wood alternative, often used for exterior applications. According to Mark Hee, exotic wood specialist and senior partner at HK Consultants, “When you have a lot of moisture in the air, a wood that is not kiln-dried properly is going to absorb moisture, and with moisture you get mold and mildew. This lets us take a wood that is normally very inexpensive that is treated through the thermal modification process to create a wood that can compete against more expensive exotic woods like ipe.”
Hirai explains how thermally modified ash came to be specified for the residence hall exterior, “We were inspired by biophilia1 due to its benefits in enhancing student development. Connections to nature are reinforced through the use of natural materials like the thermally modified wood panels. We were keen on using natural materials to also maintain an honest expression of the architecture, as well as add warmth to the exterior, and with time, the wood will weather and serve as an example of how a building can age.”
A number of different exteriors were considered for the exterior facade of the residence hall, including composite materials. Several desirable characteristics of thermally modified thermally modified ash wood weighed into the decision, including the green, chemical-free nature of the wood.
Thermally modified woods also acquire a rich, brown color during the thermal modification process and was finished with a clear WOCA exterior stain. According to Hirai, “We wanted to truly reflect the color of the thermally modified wood.” A clear stain was applied to experience the natural graying process, rather than a colored stain or a UV coating to inhibit the graying effect.
The wood is treated under extremely high temperatures (400oF+), which cook away the natural sugars found in wood, leaving a safe, green alternative to chemically preserved wood. Under this extreme heat, the hardwood is “thermally modified,” permanently altering the wood’s chemical and physical properties. The thermal modification process reduces the equilibrium wood moisture content down to a very low range of 5 to 6%. The thermally modified ash used for the ‘Iolani residence hall offers a Class 1 exterior durability rating.
Once sugars are removed from the wood and the moisture content is reduced, the conditions that can lead to decay and rot, as well as attract bugs, are virtually eliminated. This process produces a wood that is up to 85% more stable than traditional kiln-dried woods. Thermal modification also virtually eliminates the ability for the wood to reabsorb moisture from the atmosphere, which can be an important consideration when building in high humidity climates.
Hee adds, “It makes a lot of sense that this wood can hold up to the elements and the pests. It’s a natural, green alternative to composites and doesn’t gray out like exotics, even in the tremendous sun we have in Hawaii.”
Hirai summarizes, “The dormitory moves forward the school’s vision to ‘Create meaningful, sustainable, and reciprocal global relationships that stimulate the exchange of ideas, foster a deeper cultural awareness, and build students’ desire to improve the world around them’.”
‘Iolani School was originally founded in 1863 by King Kamehameha IV and Queen Emma as a boarding school that housed students from around the world. The new dormitory can accommodate 112 students in grades nine through 12 and marks the first time since 1959 that on-campus housing has been available for students. The last phase of expansion on the ‘Iolani campus is slated for completion by mid-2020.
1. biophilia (n) bio·phil·ia: a hypothetical human tendency to interact of be closely associated with other forms of life in nature. Merriam Webster Dictionary
After a multi-year capital campaign to build a new building, the Forest History Society (FHS) located at Duke University in Durham, North Carolina, has successfully completed a $7 million capital campaign and officially opened a new library, archives, and headquarters.
The grand opening, May 3, 2019, drew more than 160 supporters and donors from throughout the U.S. Atlanta Hardwood Corporation was among the in-kind donors, recognized at the event for contributing architectural mouldings for the new library and headquarters. Mouldings were milled in the AHC White County Mouldings facility in Cleveland, GA, which has been producing premium hardwood mouldings for more than 50 years.
The FHS is the world’s largest private library and archives of forest and conservation history. FHS is world-renowned for its unique holdings and for advancing scholarship in forest and conservation history through its publications, educational outreach efforts and research.
In addition to the expanded space for collections and archival materials, the new FHS headquarters has a state-of-the-art conference facility with live-streaming capabilities, a processing center that will enable more efficient digitization of historic photographs and records, and a soundproof oral history interview suite specifically designed for recording the lives and expertise of forest workers and leaders to capture information unavailable anywhere else in the historical record.
Since its establishment in 1946, FHS has published dozens of books and produced three award-winning films. Its most recent is the Emmy Award–winning America’s First Forest, a documentary about Dr. Carl Alwin Schenck and the Biltmore Forest School. Researchers all over the world can access FHS’s free research portal (at www.foresthistory.org), which contains more than 45,000 searchable topics and 22,000 photographs. Those needing further assistance may contact FHS library staff through the “Ask a Question” feature on the FHS website, or by phone at (919) 682-9319.
The FHS looks forward to growing its archival collections and offering new and engaging programs. Forest products organizations, family land owners, and others seeking a permanent home for their records, are welcome to contact Steven Anderson, president and CEO, by email at steven.anderson@foresthistory.org. The library is open to the public Monday through Friday, 8:30 a.m. to 4:30 p.m., for forest and conservation history research and exploration.

New Library Ceiling

Etched Glass Panels Installed in Reading Room
Library Shelves Being Stocked

View of the Library